Токарная обработка металла — все о технологии токарных работ
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

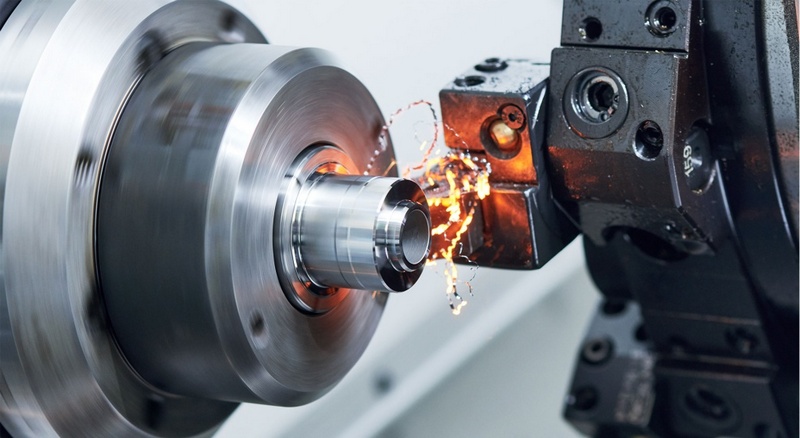
Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:

Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.

Виды стружки при токарной обработке
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
Различаются резцы и по цели применения:
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:

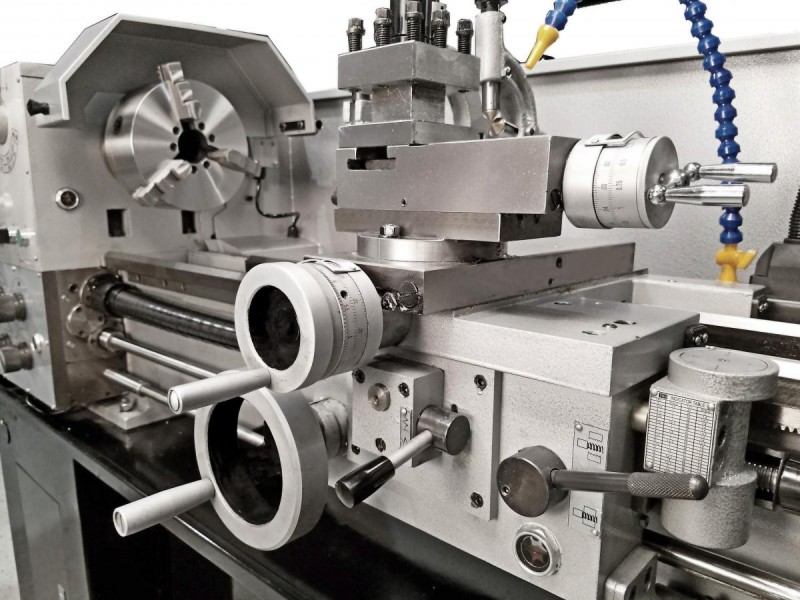
Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.
Как правильно проводить токарную обработку?
В машиностроении доля токарных станков составляет до 70% металлорежущего оборудования. На нем изготавливаются многие детали. Токарная обработка характеризуется быстрым вращением заготовки и закрепленным неподвижно на суппорте резцом, перемещающимся вдоль или поперек оси крутящейся детали. В результате получаются детали цилиндрической и конической формы.
 Токарная обработка
Токарная обработка
Оборудование и инструмент
На токарных станках производят обработку заготовок при их вращении вокруг горизонтальной и вертикальной оси. Основной применяемый инструмент — резцы. Все токарное оборудование маркируется цифрой «1» и делится на 9 видов с учетом особенностей устройства.
Инструмент вращается с помощью специального приспособления на суппорте. На токарном станке производятся шлифовальные и фрезерные работы.
Виды токарных станков
Различают основные виды токарных станков, применяемых на производстве:
Наибольшее распространение имеют токарно-винторезные станки. На них обрабатываются длинные детали типа вала и короткие цилиндрические.
Карусельные используют для изготовления втулок, колец и других крупных деталей, у которых диаметр больше высоты.
Классификация резцов
По расположению режущей кромки и направлению движения суппорта, резцы делятся на два типа:
По форме рабочей части:
Для обработки снаружи используют виды резцов, названные по производимым им операциям:
Токарное оборудование широко применяется для обработки торцов. При этом устанавливают торцовые и отрезные резцы на суппорт. Кроме этого на задней бабке крепятся:
Существуют определенные геометрические параметры резца, которые предъявляются к клину. Режущая кромка может располагаться под углом к направлению движения и перпендикулярно. У отрезных инструментов — параллельно оси вращения.
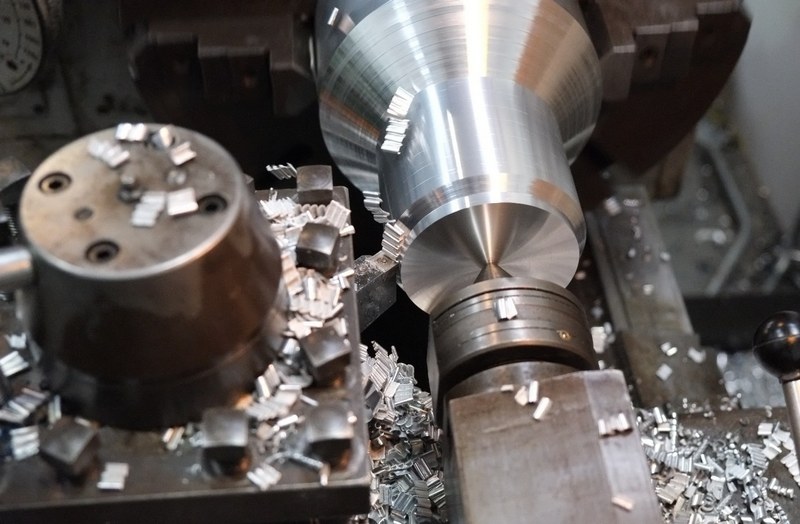
 Токарная обработка металла
Токарная обработка металла
Внедрение ЧПУ
С появлением станков с ЧПУ значительно упростилась обработка деталей со сложными поверхностями радиальной и эвольвентной формы. Повысилась производительность при изготовлении крупных партий.
На одной установке делается несколько операций, включая фрезеровку. Оборудование может иметь 2 подвижных суппорта и несколько револьверных головок.
Особенности процесса
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
Качество и скорость обработки — противоположные показатели при точении. Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Чем мягче металл, тем меньше угол заточки — острее резец. Чугун и высоколегированные стали обрабатываются квадратными пластинами. Для алюминия и бронзы делают заточку в 30⁰.
Токарная технология
При обработке на токарных станках резец, перемещаясь вдоль заготовки, врезается в ее поверхность. Режущая кромка отделяет узкую полоску металла — стружку. Ширина и толщина стружки задаются станочником.
Технология обработки позволяет изготавливать валы с большим количеством переходов и размеров. При этом все цилиндры и конусы соосны, поскольку вытачивались с одной установки. Сверловка торца и другая обработка делаются без переустановки детали. Неподвижный инструмент закреплен жестко, что позволяет в несколько раз увеличить скорость обработки.
Содержание:
Обработка наружных цилиндрических поверхностей
К ней относится обтачивание до ровного цилиндра и вытачивание на нем ступеней.
Ф определяет стойкость режущего инструмента и наиболее подходящую скорость резания. Чем он будет меньше, тем больше можно будет установить скорость резания (от 0,3 до 1,5 мм/об при черной и от 0,1 до 0,4 мм/об при чистовой обработке).
Обратите внимание: если Вы устанавливаете максимально высокую скорость важно, чтобы жесткость системы также была высокой (зависит от веса станка, чем он больше, тем выше жесткость), иначе могут возникнуть вибрации.
Дерево. Здесь все обстоит несколько проще. Для обработки цилиндрических деревянных брусков Вам понадобится полукруглая стамеска. Скорость вращения шпинделя устанавливается от 1000 до 2000 об/мин, выбор в данном случае зависит от формы заготовки, чем она ближе к ровному цилиндру, тем выше выставляются обороты. Работу надо начинать плавно: обоприте стержень стамески об упор так, чтобы резец соприкасался с поверхностью. После чего медленно начинайте поднимать рукоятку оснастки вверх, пока режущая кромка не начнет срезать ровную стружку, которая хорошо скручивается.
Чистовую обточку поверхности проводят серединой режущей части стамески-косяка по аналогии.
Обработка торцевых поверхностей
Сюда относится подрезание в размер и получение ровного торца детали.
Металл. В данном случае также используются проходные отогнутые и упорные резцы. Рекомендованными режимами резания являются:
При этом при поперечной подаче устанавливается скорость на 20% больше, чем при продольной подаче.
Дерево. Заготовка крепится на планшайбе и не подпирается с обратной стороны центром. Упор устанавливают поперек станка. Далее по аналогии с обработкой цилиндрических поверхностей режущий инструмент плавно подают к поверхности, работая от центра к периферии торца. В данном случае могут использоваться как полукруглые стамески (черновая обработка), так и стамески-косяки (чистовая обработка). Скорость вращения шпинделя выставляют по максимуму.
Обработка канавок
Металл. Канавки в металлических деталях выполняются отрезными и прорезными резцами. Последние могут быть прямые и отогнутые (левые и правые). В данном случае используется поперечная ручная подача. Подведите резец к нужному месту и медленно поворачивайте ручку перемещения поперечных салазок. Дойдя до необходимой глубины, также аккуратно выведите резец из заготовки. Когда выполняются канавки шириной превышающие 5 мм, работа делается в несколько проходов. Последним является чистовая обработка, для которой нужно оставить 0,5-1 мм припуска. Её следует проводить тем же резцом.
Обратите внимание: резцы, использующиеся для выполнения канавок, нужно очень тщательно центровать, если они будут установлены выше, хоть на 0,1-0,2 мм, может произойти их поломка, а ниже – останется необработанный участок.
Дерево. В зависимости от необходимой формы канавки используются стамески-косяки, двухголовые резаки или штихели. При данной операции также важно вытачивать канавку не спеша, медленно погружая режущую кромку инструмента в материал и, снимая тонкую стружку.
Обработка отверстий
| Операция | Металл | Дерево |
| Сверление | Выполняется по аналогии с помощью сверлильного патрона и сверл по дереву, с тем отличием, что применение СОЖ не нужно, а подача идет ручная. | |
| Зенкерование | Чистовая или предварительная перед развертыванием обработка, которая выполняется с помощью различных зенкеров. Скорость подачи такая же, как и при сверлении. Но, обратите внимание, при зенкеровании заготовок из высокопрочных материалов используется твердосплавная оснастка, а скорость резания уменьшается на 20-30%. | Аналогично с обработкой металла. |
| Развертывание | Развертывание дерева, как правило, не требуется, так как детали, изготавливаемые из дерева, столь высокой точности не требуют. | |
| Растачивание | Выполняется сначала полукруглой стамеской, после чего шлифуется крючком. |
И это далеко не полный список того, что можно делать с помощью токарного станка. Комбинируя виды операций можно получить самые различные детали. Если это металл, то валы, втулки, шайбы, штуцеры, вилки, болты, гайки и т.д., которые могут пригодиться как в профессиональном машиностроении, так и в частном производстве. Кроме того возможно изготовление и ножек мебели, дверных ручек и прочего. При обработке же дерева на токарном станке делаются игрушки, посуда, мебель, подсвечники, вазы, наличники на окна и многое другое, чем многие мастера успешно зарабатывают.
Основные принципы безопасности
При выполнении любой из операций очень важно соблюдать некоторые правила, чтобы не испортить деталь, не сломать резец и не получить травму.
Перед тем как начать работу на любом токарном станке потренируйтесь на ненужных заготовках выполнять различные операции, это поможет Вам выявить особенности оборудования и добиться более высокой точности и производительности. Следуя всем перечисленным нами указаниям и рекомендациям, Вы получите только удовлетворительный результат, избегая неприятных последствий.
Что такое токарная обработка и ее виды
Токарная работа на станке — распространенная технология обработки металла с целью изготовления изделий необходимой формы. Она основана на процессе снятия с заготовки слоев различной величины. Образующаяся при этом поверхность должна соответствовать требуемым параметрам, быть шероховатой.
Выполнение этой процедуры становится возможным благодаря вращению детали. Движение задают резцы и прочие токарные инструменты. Начало работы предусматривает необходимость закрепления металлического цилиндра с помощью шпинделей, один из которых вращается свободно и отвечает за фиксацию, а второй выступает в роли ведущего элемента (именно он заставляет заготовку вращаться и регулирует скорость).
Большое значение в токарной обработке имеет правильно выбранный скоростной режим. Профессиональные станки отличаются высокой мощностью, но это не означает, что работа постоянно происходит на максимальной скорости. Здесь необходимо отталкиваться от некоторых факторов, которые в комплексе со скоростью влияют на качество получаемых деталей. К примеру, длинный вал при увеличении скоростного режима будет выдавать возрастающую вибрацию, сопровождающуюся большой погрешностью.
Также скорость режима зависит от типа токарной обработки:
Предполагается, что одна деталь проходит каждый вид перечисленных обработок с выбором подачи. Также в зависимости от этого используются различные инструменты для работ по металлу.
Используемый для обработки резец должен иметь достаточную прочность (выше, чем у материала заготовки) и меньшую хрупкость. Также важно, чтобы он был хорошо заточенным. В зависимости от поставленной задачи используется конкретный вид резцов. Они устанавливаются в суппорт, оснащенный надежными фиксаторами, регулируемым углом поворота и наклона.
Операция обработки на токарном станке подразумевает выполнение двух движений:
Виды стружки при токарной обработке
Технология использования токарного станка предусматривает снятие верхнего слоя с заготовки, в результате чего образуется стружка:

Стружка — естественные отходы токарного процесса. Химические свойства металла, из которого она состоит, не нарушаются, поэтому ее можно использовать для повторной переплавки.
Во время токарных работ важно следить за своевременным удалением стружки с рабочей поверхности. При использовании специализированного токарного оборудования эта функция реализуется автоматически.
С помощью каких инструментов осуществляется обработка металла на токарном станке
Основной токарный инструмент — резец, который может быть изготовлен из:
Наиболее распространенным является токарный резец, который бывает:

Виды токарных вспомогательных инструментов:
Особенности оборудования и его работы
Токарные станки бывают автоматизированными (ЧПУ) и предназначенными для ручной работы. Современные ЧПУ оснащены числовым пультом для самостоятельного, автоматического решения необходимой задачи. Единственным исключением является функция установки болванки — это действие должен выполнить оператор. Аппараты такого типа отличаются высокой точностью и простотой использования.
Применение токарных ручных станков предусматривает необходимость установки заготовки, резца, проведения расчетов, направления суппорта на исходную точку, выбора скорости вращения и режима подачи. Кроме того, во время работы мастер должен самостоятельно менять все заданные параметры.
В отдельную категорию входят также станки:
Какие операции можно выполнять на токарных станках
Токарное оборудование используется для:
Разнообразие видов работ делает станки незаменимыми в обработке:
Схема обработки на токарном станке
Для запуска новой серии изделий на любом предприятии разрабатываются схематические изображения, которые играют роль технического задания для токарей. Они позволяют намного упростить и сэкономить время работ по металлу, поскольку мастеру не приходится самостоятельно подбирать режим, скорость, нужный резец. Предварительно проводят проверку схем во избежание различных дефектов. Также это позволяет вычислить более точные параметры изделий, что особенно важно для серийного токарного производства.

На ней представлены основные параметры, которые при необходимости корректируют для достижения максимальной точности обработки деталей.