Правильный выбор трансмиссионного масла с лучшими показателями
Многие автолюбители не уделяют должного внимания обслуживанию коробок передач, установленных на их машинах. Это и неудивительно, ведь далеко не каждый владелец авто сталкивался с проблемами в этом механизме. Однако коробка вполне может выйти из строя, если не следить за ней должным образом.

Для полноценного обслуживания этого прибора необходимо выбрать идеально подходящее трансмиссионное масло. Оно в несколько раз увеличит срок службы коробки и поможет вам сэкономить средства на её замене.
Однако перед тем как заливать настоящий продукт под капот, нужно понять, какие свойства влияют на его качество.
Итак, поговорим о том, чем же отличаются жидкости для КПП.
Существует несколько показателей, по которым можно узнать, какое трансмиссионное масло лучше и подходит именно вам. Первое, на что следует обратить внимание, это область применения и стандарт.
Область применения и стандарты
Эта характеристика определяется типом коробки передач. Ведь одно и то же вещество едва ли подойдёт и для механических, и для автоматических КПП.
Жидкости для МКПП
Для механических коробок передач лучше всего подходят полностью синтетические масла. Однако они бывают также полусинтетическими и минеральными. Существует несколько стандартов такой продукции.
Классификация масел:
Жидкости для АКПП
Вещества, используемые для обслуживания автоматических коробок, также имеют свою классификацию. Она отличается от иерархии стандартов продуктов для МКПП.
Итак, ТМ для АКПП бывают следующих видов:
Однако, какой бы ни была коробка передач, важно, чтобы жидкость в неё вливалась подходящая. Для этого нужно знать об общих характеристиках трансмиссионных жидкостей, отвечающих непосредственно за их качество.
Общие характеристики
Критическая нагрузка
Чаще всего уровень критической нагрузки у разных жидкостей одинаков. Однако на всякий случай уточним, что чем выше эта цифра, тем качественней продукт.
Индекс задира
Каких-либо норм по этому индексу не существует. Однако и здесь надо бы отметить, что чем выше эта цифра, тем лучшее трансмиссионное масло вы приобретёте.
Нагрузка сваривания
Это чётко нормированный стандарт. Он регулируется правилами ГОСТа и не должен быть ниже 3000 Н.
Показатель износа
Нормы этой характеристики определены лишь для масел типа GL-5. Согласно правилам ГОСТа, этот критерий не должен быть меньше 0,4 мм.
Вязкость
Весьма двоякий критерий, отношение к которому у каждого автолюбителя должно сложиться индивидуально. Если вязкость высокая, то есть вещество густое, это способствует увеличению ресурса КПП. Однако если вязкость у вещества низкая, то это сократит затраты энергии на трение. Большинство экспертов заявляют, что чем выше индекс вязкости, тем качественней продукт.
Температурные характеристики
Ни для кого не секрет, что хорошее ТМ должно выполнять свои функции при любой температуре. Но у каждой жидкости существует температура застывания и температура воспламенения. Лучшее трансмиссионное масло обладает самым большим разрывом между этими показателями.
Итак, пришло время разобраться, какое трансмиссионное масло лучше приобретать. Для того чтобы упростить подачу информации, мы составили для вас топ-10таких жидкостей.
Рейтинг ТМ
Заключение
Как мы видим, на рынке трансмиссионных масел богатый выбор. Каждый автовладелец может подобрать продукт, отвечающий потребностям его авто и размеру кошелька.
Многие автолюбители рассказывают, что отлично обходятся и без ТМ. Возможно, это правда. Но помните, что своевременный уход за КПП обойдётся примерно в 15 раз дешевле, чем замена этого механизма. Поэтому лучше перестраховаться и залить качественную жидкость в коробку, ведь скупой всегда платит дважды.
Индекс задира что это
Определение противозадирных свойств на четырехшариковой машине
Lubricating greases. Determination of extreme-pressure properties on four-ball mashine
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ» (ФГУП «ВНИЦСМВ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 ноября 2013 г. N 61-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 695-ст межгосударственный стандарт ГОСТ 32501-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен стандарту ASTM D 2596-10* «Метод испытания противозадирных свойств пластичных смазок (четырехшариковый метод)» [«Test method for measurement of extreme-pressure properties of lubricating grease (four-ball method)», IDT].
Наименование настоящего межгосударственного стандарта изменено относительно наименования стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
1 Область применения
1.1 Настоящий стандарт устанавливает метод определения противозадирных свойств пластичных смазок на четырехшариковой машине.
Противозадирные свойства пластичных смазок оценивают по двум показателям:
1.1.2 Нагрузке сваривания (ЕР) на четырехшариковой машине.
1.2 Значения, приведенные в системе СИ, считают стандартными. Значения, приведенные в скобках, даны для информации.
1.3 Настоящий стандарт не претендует на полноту описания всех мер безопасности, если таковые имеются, связанных с его использованием. Вся ответственность за установление соответствующих правил техники безопасности и мер по охране здоровья, а также определение пределов применимости этих правил до начала применения настоящего стандарта лежит на пользователе стандарта.
Особые требования к мерам предосторожности приведены в 7.1 и 7.2.
2 Нормативные ссылки
Можно получить в Американском национальном институте стандартов (ANSI), 25 W, St. Floor. New York. NY 10036, http://www.ansi.org.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 линия компенсации (compensation line): Участок линии на графике (на логарифмической бумаге), координатами которого являются диаметр пятна износа в миллиметрах и прилагаемая нагрузка в килограмм-силах (или в ньютонах), полученная в динамических условиях.

3.1.2 диаметр компенсации пятна износа (compensation scar diameter): Среднеарифметическое значение диаметров пятен износа в миллиметрах на неподвижных шариках, вызванных вращающимся шариком под нагрузкой в присутствии смазочного материала, без схватывания или сваривания.
3.1.3 скорректированная нагрузка (corrected load): Нагрузка в килограмм-силах (или в ньютонах), полученная умножением прилагаемой нагрузки на отношение значения диаметра пятна износа Герца к измеренному диаметру пятна при этой нагрузке.
В настоящем методе испытания скорректированную нагрузку вычисляют для каждого определения.
3.1.4 линия Герца (Hertz line): График на логарифмической бумаге, координатами которого являются диаметр пятна износа в миллиметрах и прилагаемая нагрузка в килограмм-силах (или в ньютонах), полученные в статических условиях.
Линия Герца приведена на рисунке 1.
3.1.5 диаметр пятна Герца (Hertz scar diameter): Среднеарифметическое значение диаметра пятна износа в миллиметрах, обусловленное деформацией шариков под статической нагрузкой (до испытания), вычисляемое по формуле
 , (1)
, (1)
— прилагаемая статическая нагрузка, кгс.
3.1.7 начинающееся схватывание или область начального схватывания (incipient seizure or initial seizure region): Область, в которой при прилагаемой нагрузке происходит мгновенный разрыв пленки смазки.
3.1.8 последняя нагрузка без схватывания (last nonseizure load): Последнее измеряемое значение нагрузки, при которой диаметр пятна износа превышает не более чем на 5% значение компенсации при этой нагрузке.
3.1.9 индекс задира (или противозадирные свойства пластичной смазки в зависимости от нагрузки) [load-wear index (or the load-carrying property of a lubricant)]: Способность пластичной смазки предотвращать износ при прилагаемых нагрузках.
В условиях настоящего метода испытания конкретные нагрузки в килограмм-силах (или в ньютонах), имеющие интервалы, равные приблизительно 0,1 логарифмических единиц, прилагают к трем неподвижным шарикам в течение 10 определений до сваривания. Индекс задира в зависимости от нагрузки равен среднеарифметическому значению скорректированных нагрузок, определенных для десяти прилагаемых нагрузок, предшествующих нагрузке сваривания.
3.1.10 нагрузка сваривания (weld point): Минимальная прилагаемая нагрузка, при которой трущиеся поверхности сначала схватываются, а затем свариваются.
У некоторых смазочных жидкостей не происходит истинное сваривание, при этом на трех неподвижных шариках образуется очень глубокая бороздка. В таких случаях за нагрузку сваривания принимают нагрузку, при которой образуется пятно износа диаметром не более 4 мм.
3.1.11 точка сваривания (weld point): Самая низкая прилагаемая нагрузка, при которой трущиеся поверхности схватываются, а затем свариваются.
У некоторых пластичных смазок не происходит истинное сваривание, при этом на трех неподвижных шариках образуется очень глубокая бороздка. В таких случаях за нагрузку сваривания принимают нагрузку, при которой образуется пятно износа диаметром не более 4 мм.
Противоизносные свойства – методы оценки качества горюче-смазочных материалов
Источник материала: Кузнецов А.И., Тимофеев Ф.В., Кузнецов А.А., Кормилицына В.Е. Учебно-справочное пособие. Нефтепродукты. в 2 ч. Часть 2. Основные характеристики. Методы оценки качества. Изд. Ульяновский государственный университет, Ульяновск, 2018 г. 250 с. :
Противоизносные свойства – эксплуатационные свойства нефтепродуктов, характеризующие их способность предотвращать все виды износа трущихся поверхностей.
При контакте твердых тел, являющихся деталями конструкции машин и механизмов возникает эффект трения. Поверхности тел имеют микронеровности. В зоне фактического контакта, более жесткие микронеровности внедряются в менее жесткую поверхность. Возможность внедрения обусловливается различием в механических свойствах материалов, неоднородностью материала на отдельных участках и различием в геометрических очертаниях контактирующих участков. При скольжении одного тела относительно другого внедренные неровности деформируют менее жесткий поверхностный слой. Сопротивление деформированию этого слоя является деформационной (механической) составляющей силы трения. Интенсивность изнашивания пар трения зависит от свойств материалов, технологической подготовки поверхностей и условий трения: нагрузки, температуры, наличия смазки.
В качестве смазочных материалов, используемых для снижения отрицательного эффекта, возникающего при контакте трущихся поверхностей машин и механизмов, используются нефтепродукты обладающие необходимым уровнем противоизносных свойств. Об уровне противоизносных свойств нефтепродуктов можно косвенно судить по результатам анализа их состава и физико-химических свойств (рис. 1).
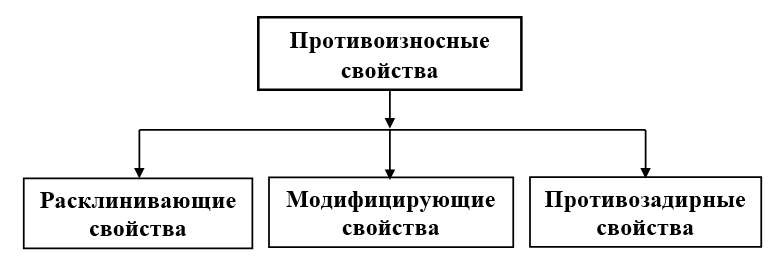
Рис. 1. Физико-химические свойства ГСМ, определяющие уровень их противоизносных свойств
Наиболее достоверные данные, при оценке противоизносных свойств нефтепродуктов получают опытным путем, непосредственно по результатам испытаний на машинах трения, моделирующих условия рабочих процессов машин и механизмов.
1. Расклинивающие свойства смазочных материалов
Расклинивающие свойства – физико-химические свойства нефтепродуктов, характеризующие их способность оказывать сопротивление сближению контактирующих поверхностей под действием нормальной нагрузки.
Расклинивающие свойства нефтепродуктов связаны с полярностью молекул и их строением. Увеличение молекулярной массы углеводородов, входящих в состав нефтепродуктов, приводит к облегчению образования дипольного момента, что в свою очередь увеличивает прочность граничного слоя смазки и расклинивающих свойств.
В узлах трения современных машин, вследствие повышенных нагрузок в условиях высоких температур, смазочные масла не могут обеспечить необходимый уровень расклинивающих свойств, что приводит к необходимости введения в них дополнительных поверхностно-активных веществ (ПАВ). Такими веществами являются противоизносные присадки. Противоизносные присадки, применяемые для улучшения свойств смазочных материалов, подбирают таким образом, чтобы их химически активные элементы не реагировали с поверхностью металла при температуре эксплуатации и не вступали в коррозионные процессы.
Характеристиками расклинивающих свойств нефтепродуктов, являются показатели (рис. 2), позволяющие оценить поведение исследуемого нефтепродукта в условиях эксплуатации.
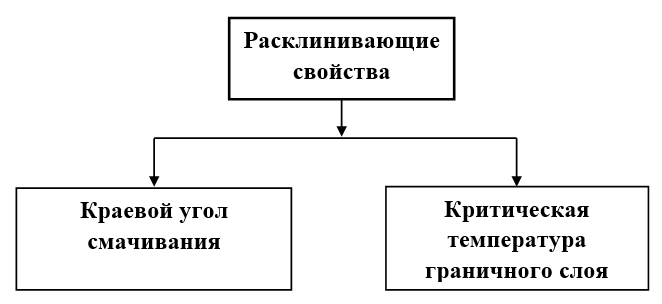
Рис. 2. Показатели качества, характеризующие уровень расклинивающих свойств смазочных материалов
1.1 Определение краевого угла смачивания
Показатель «Краевой угол смачивания», характеризует контактное взаимодействие масла с твердой смазываемой поверхностью.
Для определения данного показателя, при оценке качества часовых масел применяют ГОСТ 7934.2-74 «Масла часовые. Метод определения краевого угла смачивания».
Сущность метода заключается в измерении микроскопом краевого угла смачивания капель масла.
При проведении испытания, анализируемое масло в виде капель наносят на предварительно подготовленную, согласно требованиям стандарта, рубиновую пластинку или меру длины концевую плоскопараллельную. После выдерживания пластинок с каплями масла в стеклянной чашке в течение 15 минут, при температуре до 25 0 С, замеряют краевые углы смачивания капель масла микроскопом, согласно методике проведения испытаний.
За краевой угол смачивания принимают разность между двумя положениями угловой шкалы микроскопа, выраженную в градусах.
1.2 Критическая температура граничного слоя
Под критической температурой граничного слоя понимается температура, определяемая в узле трения, при которой наблюдается резкое увеличение коэффициента трения, определяемого по формуле (145).
Определение критической температуры граничного слоя необходимо для оценки состояния поверхности трущихся поверхностей, так как резкое увеличение температуры в узле трения показывает, что значительно увеличилось сопротивление поверхностей. Таким образом, можно судить о том, что смазывающий материал перестал выполнять свои функции, по образованию пленки между трущимися поверхностями.
2. Модифицирующие свойства горюче-смазочных материалов
Модифицирующие свойства – физико-химическое свойство нефтепродуктов, характеризующее их способность вступать в химическую реакцию с металлическими поверхностями деталей трения и образовывать защитную пленку, выполняющую функции смазочного материала.
Образующаяся в результате химических реакций между смазочным материалом и деталями поверхностей пленка, обладает пониженной прочностью на сдвиг. Появление пленки, приводит как к прекращению скачкообразных изменений коэффициента трения, так и к снижению его величины по сравнению с исходным значением.
Оценка модифицирующих свойств смазочных материалов осуществляется путем определения показателей качества (рис. 3), позволяющих установить влияние испытуемого продукта на износ трущихся поверхностей в температурных и нагрузочных режимах, моделирующих условия эксплуатации.
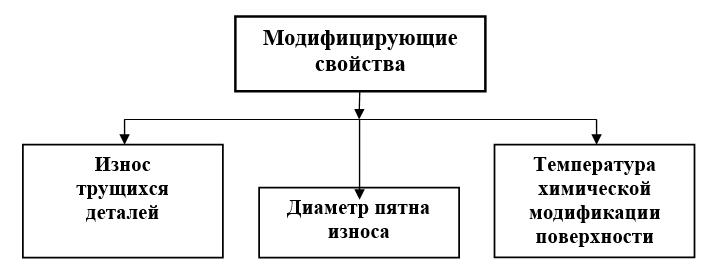
Рис. 3. Показатели качества, характеризующие уровень модифицирующих свойств ГСМ
2.1 Определение износа трущихся деталей
Износ трущихся деталей – показатель качества, характеризующий влияние смазочного материала на процесс изнашивания трущихся поверхностей в установленных эксплуатационных режимах испытания.
Оценка данного показателя осуществляется, путем определения изменений, которые претерпели стандартные образцы в результате испытаний трущихся поверхностей, в среде испытуемого продукта.
2.2 Определение диаметра пятна износа
Диаметр пятна износа – показатель качества, оценивающий влияние испытуемого продукта на изменение характеристик трения в условиях эксплуатации.
Для определения данного показателя используют метод испытаний по ГОСТ 9490-75 «Материалы смазочные жидкие и пластичные. Метод определения трибологических характеристик на четырехшариковой машине».
Стандарт распространяется на жидкие и пластичные смазочные материалы, применяемые для смазывания трущихся поверхностей.
При проведении испытаний определяются основные трибологические характеристики смазочных материалов:
Шарики для проведения испытаний изготавливаются из стали марки ШХ-15 по ГОСТ 801-78 «Сталь подшипниковая. Технические условия».
Измерения осуществляются с использованием микроскопа, имеющим увеличение, не менее 20 и снабженным отсечной шкалой с ценой деления не более 0,01 мм.
Проведение испытаний подразумевает для каждого смазочного материала температурные режимы, предусмотренные нормативно-технической документацией на данный смазочный материал.
Испытания состоят из серии определений. Каждое определение осуществляется на новой пробе испытуемого смазочного материала и новых шариках.
При испытаниях жидких смазочных материалов, объем пробы заливаемый в чашку четырехшариковой машины должен покрывать все шарики, при испытаниях пластичных смазок, пробу наносят шпателем, не допуская образования пустот.
После проведения испытаний, при заданной температуре и нагрузке, осуществляется измерение диаметра пятен износа трех нижних шариков во взаимно перпендикулярных направлениях, с точностью не менее 0,01 мм. Среднее арифметическое значений диаметров пятен износа трех шариков принимается за результат измерения. Диаметр износа (Dи), определяется как среднее арифметическое результатов измерений двух последовательных определений пятен износа.
Критической считается нагрузка (Рк), при которой средний диаметр пятен износа нижних шариков находится в пределах значений предельного износа для данной нагрузки и увеличение которой до величины последующей нагрузки вызывает увеличение среднего диаметра пятен износа на величину более 0,1 мм.
Нагрузкой сваривания (Рс) считают наименьшую нагрузку, при которой в ходе испытаний произошла автоматическая остановка машины при достижении момента трения (1180±25) Н•см или сваривание шариков.
Для смазочных материалов, при испытаниях которых сваривания шариков не наблюдается и момент трения ниже предельного, за нагрузку сваривания принимают нагрузку, при которой образуется пятно износа средним диаметром 3 мм и более.
Индекс задира Из вычисляют по формуле:
где ΣQi – сумма условных нагрузок по ряду 1 (ряд нагрузок регламентированных требованиями стандарта) от начальной нагрузки до ближайшей нагрузки, предшествующей нагрузке сваривания;
n – число определений по ряду 1.
2.3 Температура химической модификации поверхности
Температура химической модификации поверхности – показатель качества, характеризующий температурные режимы начала химических превращений, приводящих к образованию защитной пленки на поверхностях соприкасающихся деталей.
В результате процессов химического взаимодействия с поверхностью металлов присадок, входящих в состав смазочных масел, образуются продукты, отличающиеся более низкой температурой плавления и пластичностью. Данные продукты образуют защитную пленку, которая позволяет заполировать поверхности элементов конструкции двигателей и тем самым снизить потери на трение поверхностей, понизить удельное давление и температуру в узлах трения. К присадкам, оказывающим влияние на модифицирующие свойства смазочных материалов, относятся: соединения серы, хлора, фосфора, органические соединения цинка, свинца, сернистые соединения молибдена и другие.
3. Противозадирные свойства смазочных материалов
Противозадирные свойства – физико-химические свойства, характеризующие способность смазочных материалов предотвращать повреждения трущихся поверхностей, в виде широких и глубоких борозд в конструкционных материалах.
Явление задира возникает вследствие схватывания или заедания поверхностей при трении. Под схватыванием понимается явление местного соединения двух твердых тел, происходящее при трении вследствие действия молекулярных сил. Заедание – процесс возникновения и развития повреждений поверхностей трения вследствие схватывания и переноса материала. Противозадирные свойства смазочных материалов оцениваются показателями, устанавливающими нагрузки, при которых происходят процессы сваривания и заедания трущихся поверхностей (рис. 4).
Рис. 4. Показатели качества, характеризующие противозадирные свойства смазочных материалов
3.1 Определение нагрузки сваривания
Нагрузка сваривания – показатель качества, характеризующий свойства смазочных материалов к сопротивлению внешним нагрузкам, после преодоления которого, происходит процесс сваривания трущихся поверхностей.
Порядок определения нагрузки сваривания определен требованиями ГОСТ 9490-75 и приведен ранее в п. 2.2.
3.2 Определение индекса задира
Индекс задира – показатель качества, характеризующий способность смазочных материалов к сопротивлению внешним нагрузкам, после преодоления которого, происходит процесс заедания трущихся поверхностей.
Порядок определения индекса задира определен требованиями ГОСТ 9490-75 на четырехшариковой машине трения и приведен ранее в п. 2.2.